Spring 2022 Newsletter - Transmissions Vol 27, 2022
 Vol. 27, 2022
Vol. 27, 2022
Foreward
“Success usually comes to those who are too busy to be looking for it.” – Henry David Thoreau
If there is any truth to this quote, the Gear Research Institute (GRI) is currently very successful. Over the past 12 – 18 months, the supply chain issues affecting the world have trickled into the gear fabrication and testing realm at GRI. It appears that the floodgates have opened and the test lab at GRI is once again filled with the noises of happily singing gears. We find ourselves with not enough hands to keep up. This is a problem that we are happy to have. Luckily, the spring semester is ending and we will soon have an influx of students looking for creative ways to spend their summer.
I’m also happy (and somewhat surprised) to report that the number of requests for testing proposals from industry is at an all-time high for GRI. We are working with several first time sponsors to develop performance data for legacy materials. A common theme is that improvements in gear surface finish over the past decade or two have led to gears that can be pushed harder than ever. Of course, there is a limit where the gear will fail. However, many are finding that the failure mechanism has changed from pitting (surface durability) to bending fatigue. We are hearing that the bending strength design allowables used for most of these legacy alloys were not based upon actual test data. I’ve had at least two companies tell me, “This is what we have always used and it just isn’t adequate anymore.”
Luckily, we’re still here doing what we’ve always done at GRI – gear testing to support advances in the gear industry! Sure, we excel at the development of new testing capabilities (have you seen our Single Tooth Reversible Bending Fatigue (STRBF) test yet?) and testing of OEM gear geometries, but we still get plenty of requests for four-square testing to develop data to aid with design.
If this issue sounds familiar in your company, reach out to set up an information session with us today!
Kind Regards,
Aaron Isaacson
Managing Director, GRI

Research Project: Gear Repair Using Additive Manufacturing
Traditional manufacturing of high performance gears is a complex process requiring numerous operations often at multiple vendors, resulting in high cost and long lead times. During gearbox overhauls, these complications can be exacerbated, particularly on legacy equipment where off-the-shelf replacement parts are not readily available. As such, the concept of repairing damaged gears is attractive to a number of markets, from aerospace to agriculture.
Pitting, micropitting and scuffing are common types of surface durability failures that occur on gears. Examples of each are shown in Figure 1. The aim of the project was to develop a technique that could be implemented to repair gears with any type of surface damage. A study was conducted at the Applied Research Lab at Penn State University to determine the feasibility of gear repair using laser-based additive manufacturing (AM), specifically, directed energy deposition (DED). Damaged helical gears from a fielded military vehicle (US Marine Corps Light Armored Vehicle) were analyzed to determine the as-received metallurgical properties and the extent of the required repair. In this instance, gears with varying degrees of scuffing damage were observed. An overview of the vehicle and gearbox is shown in Figure 2.

Figure 1: Surface Durability Gear Failure Modes
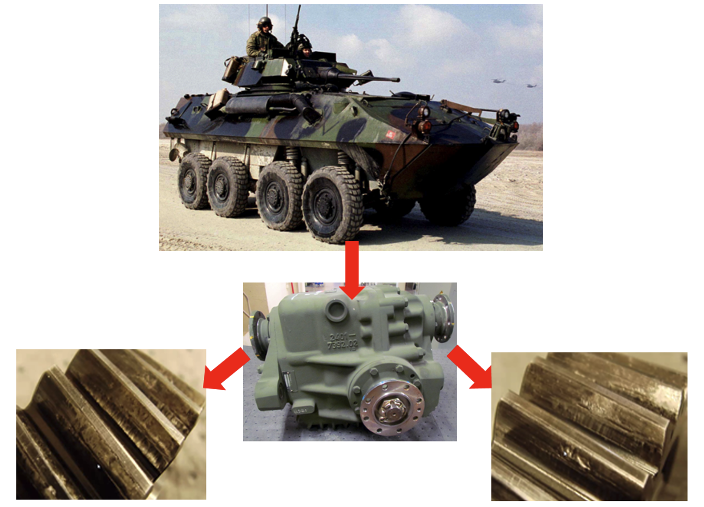
Figure 2: Differential gearboxes from US Marine Corps Light Armored Vehicles (LAV) were the target application for this project
The damaged gears were inspected on a gear measuring machine to determine the amount of damage. About 0.3 mm of profile loss was observed as shown in Figure 3. In the case of the most severely damaged gears, the metallurgical damage due to the extreme temperatures experienced during the scuffing event renders the teeth unrepairable. The experimentally obtained map in Figure 4 illustrates the difference in hardness between an undamaged, carburized tooth and one that has experienced a severe scuffing failure. The remainder of the project would focus on repair of surface and near surface damage.
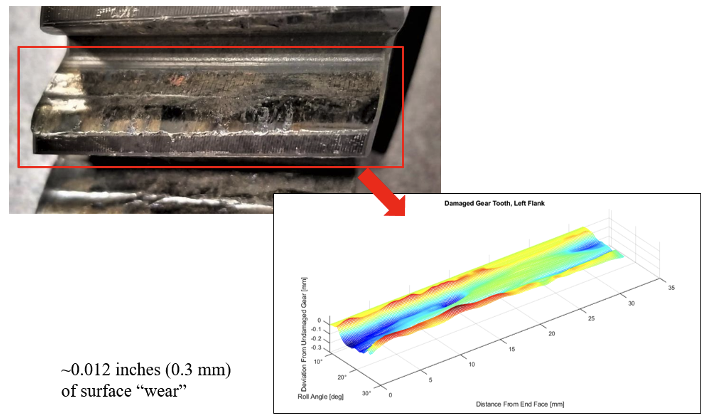
Figure 3: Damaged gear tooth profiles were measured to determine the extent of the material loss
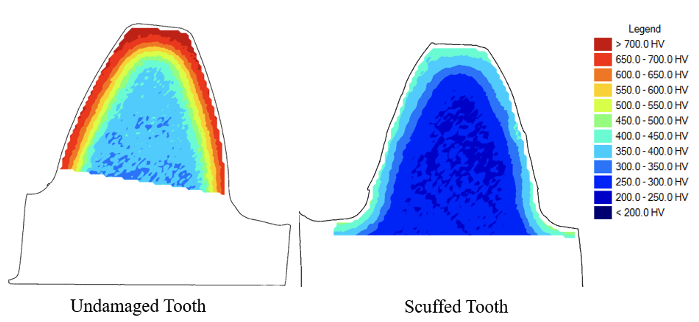
Figure 4: Micro-hardness maps were constructed for undamaged and damaged teeth. Note the severe softening that has occurred to the tooth with significant scuffing.
Several metal powders were evaluated, including 431 stainless steel, 4340 steel, and AF9628 steel. In order to increase the surface hardness of the repair deposit, various AM processing techniques were investigated, such as laser pulsing, duty cycle variation, and ceramic powder reinforcement. Microhardness and microstructural characterization were used to down-select the most promising combinations of material and processing techniques. Carburized steel contact fatigue specimens were intentionally damaged and repaired using these combinations. Figure 5 shows the repaired RCF test specimens after the repair beads were deposited and again after cylindrical grinding, returning the sample to within tolerance prior to testing. The contact fatigue performance of the repairs was evaluated in a Rolling/ sliding Contact Fatigue (RCF) test at GRI.
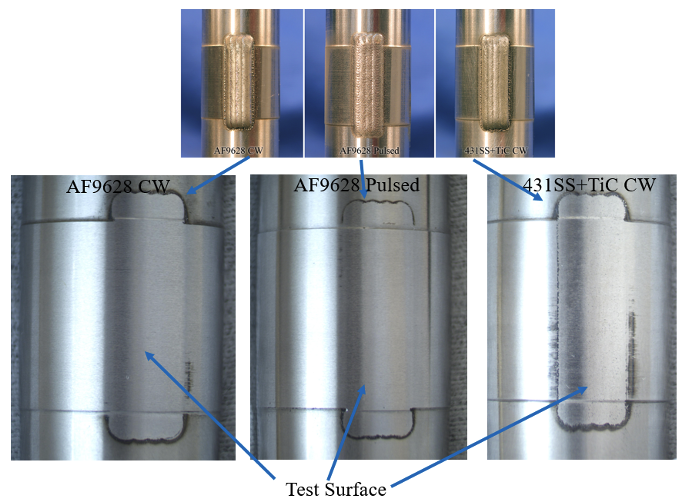
Figure 5: Repaired Rolling Contact Fatigue test specimens after AM deposition (top) and prepared by testing by cylindrical grinding (bottom)
The results of the RCF testing indicate that AM repairs are capable of withstanding real-world contact stresses for tens of millions of cycles without failure. To complete the feasibility study, deposits using the DED AM system were applied to production helical gears (Figure 6). The results of this project demonstrate gear repair using additive manufacturing is possible. Funding for this effort was provided by the United States Marine Corps.
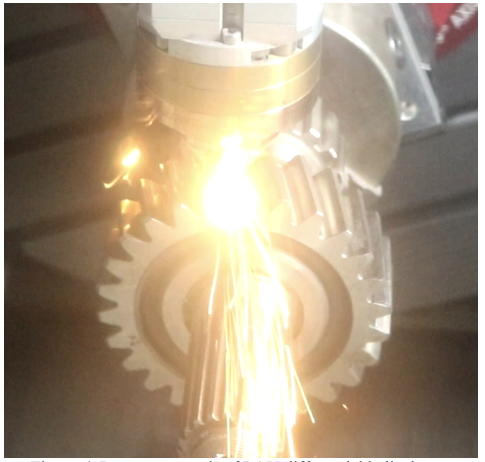
Figure 6: In process repair of LAV differential helical gear
Education and Training
In order to assist with replenishment of the gear industry’s aging work force, the Gear Research Institute has developed a hands on education program for students at both undergraduate and graduate levels. The results of the program are entry level engineers that have been trained in the basics of gearing. This involves incorporating engineering undergraduate students, at the junior/senior level and graduate students in the Institute’s research laboratory while being paid by a grant from the sponsoring industrial entity. Summer internships have also been arranged at the sponsor’s facility, so that the student and the sponsor have an opportunity to assess each other with future employment in mind.
Typically, students get hands on experience by setting up and monitoring gear test equipment with additional training topics such as gear metrology, failure analysis, metallurgical characterization, vibration monitoring for failure detection, statistical analysis of test data and more.
This newsletter’s student profile is of Cameron Boldaz. Cameron is pursuing his Bachelor of Science degree in Biological Engineering with an option in Agricultural Engineering and a minor in Off Road Equipment. He will also be receiving a Certificate in Engineering Design. Cameron’s position was made possible through a grant from John Deere. He has been working in the GRI test lab supporting several projects since August of 2021. Cameron has enjoyed learning about gear fatigue and proper (improper!) lubrication in gearing during his time at GRI.
Cameron will graduate in May and has been accepted to the Biological and Agricultural Engineering Graduate Program at Penn State. He will be working to design new equipment to harvest and decorticate hemp. His eventual goal is to work in the Agricultural equipment and machinery industry. In summer of 2021, Cameron worked at CNH Industrial in the New Holland, PA facility where he learned about hard modeling and the purchasing processes involved with their facility.

For more information about how you can support a student intern or sponsor a student project, please visit www.gearresearch.org or contact Aaron Isaacson at 814 865 5832 or This email address is being protected from spambots. You need JavaScript enabled to view it..
Vehicle Bloc Revival
We are still working to gather interested parties to participate in the revival of the GRI Vehicle/Industry Bloc. The virtual workshop for interested parties to discuss potential topics of mutual interest is still in the works. Please respond to the survey below to be included in correspondence on the topic. (For more information, please see our previous newsletter)
https://pennstate.qualtrics.com/jfe/form/SV_d1pA7kOw0gzSkKy
Board of Trustees News
GRI would like to congratulate Scott Yoders on his election to serve a three-year term on the AGMA Board of Directors. Scott was elected by AGMA corporate members in the first quarter of 2022 and the results were recently announced at the 2022 AGMA Annual Meeting. More information about the newly elected AGMA Board can be found in the official press release. https://www.agma.org/resources/newsroom/press-releases/new-agma-board-of-directors-announced/

We would also like to extend congratulations to Board member Dr. Teik C. Lim, who was recently announced as the ninth president of New Jersey Institute of Technology (NJIT). Teik had previously been provost and interim president of the University of Texas at Arlington (UTA). He plans to continue his service as an ASME appointed member of the GRI Board. See the official press release here. https://news.njit.edu/new-jersey-institute-technology-names-dr-teik-c-lim-universitys-ninth-president
Last but not least! GRI would like to congratulate Board member Jeremy Wagner of John Deere. Jeremy received his PhD in Mechanical Engineering from Iowa State University in December 2021. His research was in the area of gear tribology with a focus on surface durability under low lambda conditions.

Employment Opportunities
Several years ago, a few Corporate Member companies requested that we add a “Job Postings” section to the GRI website for gear and drivetrain related positions. This service was (and continues to be) offered free of charge to our Corporate members and sponsors. There are currently very few active job postings on the site. If you’re company has a job opportunity that you would like to have publicized, please contact Aaron Isaacson at This email address is being protected from spambots. You need JavaScript enabled to view it..
The Gear Research Institute is a non profit corporation. It has contracted with the Applied Research Laboratory of The Pennsylvania State University to conduct its activities, as a sponsor within the Drivetrain Technology Center. The Gear Research Institute is equipped with extensive research capabilities. These include rolling contact fatigue (RCF) testers for low- and high-temperature roller testing, power circulating (PC) gear testers for parallel axis gears with a 4-inch center distance (testers can be modified to accommodate other center distances), single tooth fatigue (STF) testers for spur, helical and spiral bevel gears, and gear tooth impact tester. Extensive metallurgical characterization facilities are also available at Penn State in support of the Gear Research Institute. For further details on our testing capabilities please go to www.gearresearch.org or call Aaron Isaacson, Managing Director, at (814) 865-5832.