Winter/Spring 2023 Newsletter - Transmissions Vol 28
 Vol. 28, 2023
Vol. 28, 2023
Foreward
GRI surpasses 40 years of testing and research
The GRI, being founded in 1982, celebrated 40 years last fall. Since its inception, GRI has operated as an independent not-for-profit corporation affiliated with the ASME and AGMA. In the beginning, GRI was located at the Basic Industries Research Laboratory (BIRL) at Northwestern University. After successfully operating in the Chicago area for 14 years, due to a variety of factors it was decided to move the operation. The GRI was looking for a home more aligned with its mission of supporting applied research for the gear industry. After an exhaustive vetting process, the Applied Research Laboratory at the Pennsylvania State University was selected as the new home, and the GRI moved to ARL/Penn State in 1996. Last fall we celebrated the 40th Anniversary of the GRI, and 26 of those years at Penn State.
Even though one of the newest board members, many of you already know that I take pride in seeing the success of the GRI at Penn State, as I am a Nittany Lion alum (BSME, 1997), and additionally have been working in the gear industry for the past 25 years. Instead of gear design, testing, and research as is done at GRI, my own experience over the past 25 years has been in gear manufacturing. First for Eaton Corporation, which got me started in the world of gear manufacturing, working with the gear shaping and broaching processes. Continuing my career in Manufacturing Engineering for GM Powertrain, I became part of a central engineering team responsible for gear hobbing, shaving, honing, and gear-grinding, as well as carburizing and nitriding, for automatic transmission planetary gears. For the past 15 years, I have worked for Liebherr providing machines, tooling, automation, and metrology solutions for a huge variety of parallel-axis gear applications around North America (from small gears that fit in your hand to 50 foot diameter gears). As Jack Masseth and Sam Haines (both were previous Presidents of GRI) – also coming from the gear manufacturing sector – have been great advocates of the work done at GRI over the past decades, I hope to continue supporting GRI in meaningful ways for many more years.
With manufacturing developments on the horizon such as topological modifications used in e-Drive gearing, and extended pitting life with different tooth-flank superfinishing methods, gear designers will have more problem-solving tools at their disposal. Sometimes, however, critical design decisions with new methods will lead to calculated risks. It follows that our industry will have an increased demand for scuffing and loss-of-lube testing, as well as contact and bending fatigue tests. Our member companies and the industry can count on GRI at Penn State ARL to offer these testing services, and be a valuable partner resource, for the next 40 years and beyond.
Scott Yoders
Vice President Sales
Liebherr Gear and Automation Technologies, Inc.

Research Project: Superfinishing for Removal of Shot Peening Surface Damage
Superfinishing is no longer a “new” technology. GRI has been testing superfinished gears and rollers for almost twenty-five years and superfinished gears have been flying in helicopters and going around race tracks for nearly as long. The terminology used varies depending upon the specifics of the process and the eventual resultant surface condition. Smoother surfaces are achieved through chemically assisted vibratory polishing, mechanical polishing, polish grinding or some other controlled means of planarizing the ground surface without negatively affecting the geometry of the tooth.
Gear industry folks often debate whether the best performance comes from having a completely isotropic surface finish (ISF) or whether the presence of asperity valleys (picture the deep part of the grind lines) assists with oil retention and provides the highest performance. Nonetheless, we can all agree that reducing the roughness of the ground gear tooth surface provides benefits to the contact fatigue performance, micropitting resistance, and scuffing resistance of a gear. Lower roughness also improves efficiency and reduces run-in time. Isotropic finishes have also been shown to provide small improvements in bending fatigue life [1].
GRI is often asked what degree of superfinishing is needed or which process is the best. Of course the answer is that it depends on the situation and what you are trying to achieve. Each process gives a different surface and cost can vary quite a bit. It is also important to understand the specifics of the process that will be used to superfinish the gears. In a recent GRI project, chemically assisted vibratory superfinishing was incorporated with the goal of removing surface damage from shot peening. The vendor, well known in the industry, was instructed to process the gears until all peening dimples were removed when optically inspected at 10x. Upon delivery to GRI, the gears had an unfamiliar dark appearance which led to further examination. GRI reached out to REM Surface Engineering, a long-time Aerospace Bloc member to assist in the inspection of these gears. An example of the as received condition is shown in Figure 1.
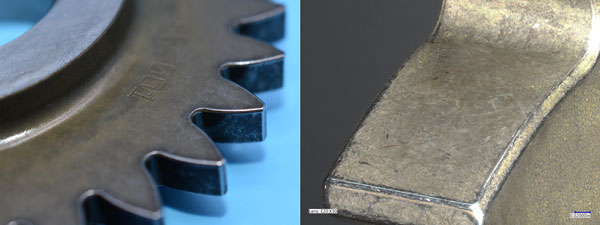
Figure 1: Superfinished gear with dark appearance
The dark color was an oxide conversion coating that is a natural part of the chemically assisted superfinishing process. It is GRI’s experience that this coating is typically removed after processing to provide a bright, mirror-like finish. This batch of gears appeared to have eliminated all marks from peening and the roughness was very low, around 2 micro-inches Ra. However, this specific project required application of a coating to the gears. There was concern that the coating would not adhere properly to the oxide layer and it was decided to have the oxide removed. After doing so, it was obvious that the oxide was masking the fact that some peening dimples had not been completely removed on all of the gears. This is a problem for a variety of reasons in our testing (from coating adhesion to the possibility of scuffing performance variation between gears). The same gear and tooth from Figure 1 is shown in Figure 2 after removal of the oxide film. After cleaning, the roughness was now measuring around 4 micro-inches Ra. The oxide was masking the dimples and contributing to an error in roughness measurement.
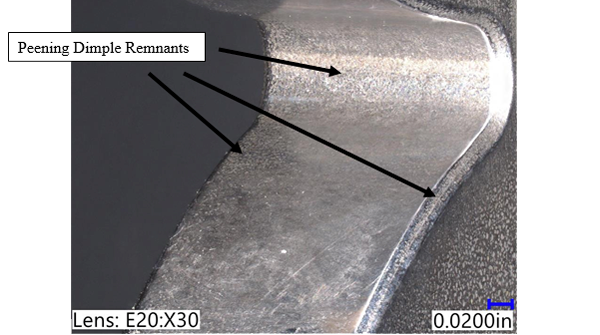
Figure 2: Superfinished tooth from Fig. 1 with oxide film removed, note the presence of peening dimple remnants
At this point, the gears were processed further by REM to remove the remaining peening dimples (shown in Figure 3) and then sent for application of the coating. It is unknown whether the coating would have adhered properly to the oxide film but we were successful in demonstrating the performance of the coating in this project using the methods described.
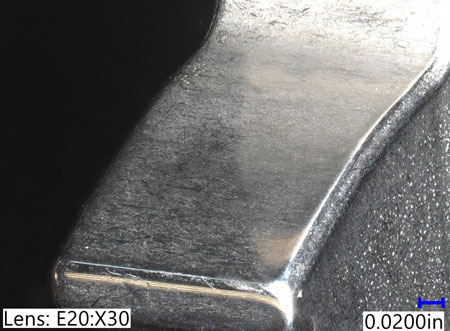
Figure 3: Superfinished gear with peening dimples removed and bright appearance
The point of this article was not to call attention to the original superfinishing vendor but to clearly demonstrate the need to have a complete understanding of your application requirements and what the process you are specifying actually does to the gears. In this case, had we not paid close attention to the dark appearance of the gears, the coating would likely have performed poorly during testing due to problems with adhesion to the steel. The moral of the story is that whether you are polish grinding, stream finishing, extrude honing, etc.; we still must pay close attention to ALL of the details when incorporating advanced technologies into our gearbox designs.
The images presented in this article are courtesy of REM Surface Engineering.
Winkelmann, L., Michaud, M., Sroka, G., & Swiglo, A. A. (2002). Impact of Isotropic Superfinishing on Contact and Bending Fatigue of Carburized Steel. SAE Transactions, 111, 1–13. http://www.jstor.org/stable/44718407
Education and Training
In order to assist with replenishment of the gear industry’s aging work force, the Gear Research Institute has developed a hands on education program for students at both undergraduate and graduate levels. The results of the program are entry level engineers that have been trained in the basics of gearing. This involves incorporating engineering undergraduate students, at the junior/senior level and graduate students in the Institute’s research laboratory while being paid by a grant from the sponsoring industrial entity. Summer internships have also been arranged at the sponsor’s facility, so that the student and the sponsor have an opportunity to assess each other with future employment in mind.
Typically, students get hands on experience by setting up and monitoring gear test equipment with additional training topics such as gear metrology, failure analysis, metallurgical characterization, vibration monitoring for failure detection, statistical analysis of test data and more.
This student profile for this issue is of Abdiel Maysonet-Montanez. Abdiel is pursuing his Bachelor of Science degree in Mechanical Engineering at the University of Puerto Rico at Mayagüez. Abdiel was part of the Diversity Outreach Opportunities in Research (DOOR) internship program at the Applied Research Lab at Penn State. He worked in the GRI and ARL Drivetrain Technology Center labs supporting several projects throughout 2022. Abdiel gained a lot of hands on laboratory experience and learned a lot about metallurgical characterization and contact fatigue failure analysis.
At the end of his time at GRI, Abdiel moved on to an internship with Sikorsky Aircraft in Stratford, CT. He plans to graduate in spring of 2023 and while job hunting, he is also considering pursuing a graduate degree in Materials Science at a University outside of Puerto Rico.

For more information about how you can support a student intern or sponsor a student project, please visit www.gearresearch.org or contact Aaron Isaacson at 814 865 5832 or This email address is being protected from spambots. You need JavaScript enabled to view it..
Board News
Alessio Pescosolido of Pratt & Whitney is headed to Poland for a three year assignment. Alessio has served on the GRI Board since 2020 and is currently in the role of Transmission Design Manager. Through his career at P&W he has worked in gearbox design and development and manufacturing. Alessio will continue on the Board from Poland. We wish him safe travels!

Capability Enhancements
GRI continues to offer new capabilities to our sponsors. A Wilson VH3100 automated microhardness tester has been added to our lab. This mapping capability of this instrument has already helped several projects uncover reasons for unexplained poor performance (non-uniform case depth from right to left flanks). We have also seen instances where steps have been omitted from the gear manufacturing process (yes, we really need copper plating on the top lands!). This tool will help GRI sponsors for many years to come.
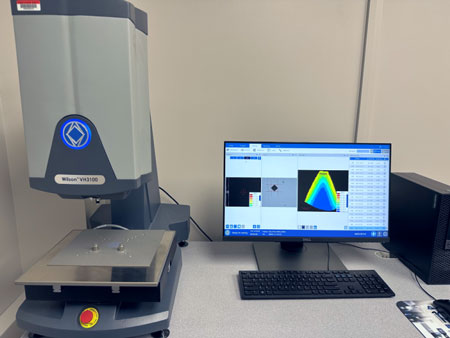
Wilson VH3100 Automated Micro-hardness Tester
GRI (through ARL Penn State) is getting a new Gleason GMS350 gear inspection machine! Having the ability to inspect gears on-site is critical to many of the projects that we perform. Our old M&M inspection machine has been a workhorse for both GRI and ARL Penn State but the capability enhancements offered by new machines is amazing. Having one instrument to measure flank roughness, fillet radius, shaft features, Barkhausen noise and of course gear geometry will save a lot of time and improve the quality of work done for our sponsors. Combining these features with the ability of the machine software to interface with KISSSoft has our engineers salivating. Unfortunately, they’ll have to wait until September to unwrap the new toy.
Facility Improvements
We are excited to announce that the modernization of the GRI and ARL Drivetrain Technology Center lab space in Research Building West continues. The images below show before and after shots of the low bay in room 68. The site was previously the home of a creep-feed grinding test cell that had outlived its usefulness. The space has been completely cleaned out, relocating a power re-circulating gear test machine to an area with much needed crane access. New LED lighting has been installed and the floor has been epoxy coated. The walls will be getting a fresh coat of paint in the coming weeks. This lab will soon be home to seven new servo-hydraulic fatigue test frames. Stay tuned for further updates.
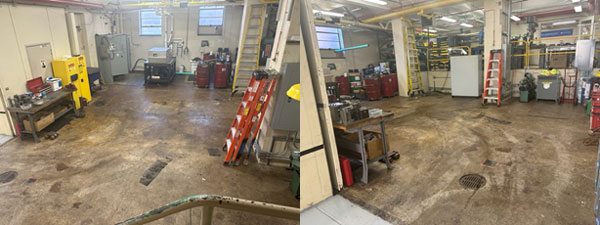
68RBW after removal of the grinding test cell

Status of 68RBW in March 2023
Community Outreach
GRI’s mission has always included educating the next generation of gear engineers. R&D Engineer Matt Wagner took this to the next level earlier this month. Matt recently participated in the career day program at the Stay and Play preschool in State College, PA. Matt talked to the kids about different kinds of engineers, what gears are, how we (GRI) break things on purpose, and how different measurement tools are used for different jobs. Matt’s son, Adam, was quite excited to have Daddy explain his job to his classmates. Judging by the smiles in the picture, Matt was pretty excited too.

Matt Wagner recruiting some new gear engineers!
The Gear Research Institute is a non-profit corporation. It has contracted with the Applied Research Laboratory of The Pennsylvania State University to conduct its activities, as a sponsor within the Drivetrain Technology Center. The Gear Research Institute is equipped with extensive research and testing capabilities. These include rolling contact fatigue (RCF) testers for low- and high-temperature roller testing, power circulating (PC) gear testers for parallel axis gears with a 4-inch center distance (testers can be modified to accommodate other center distances), single tooth bending fatigue (STBF) testers for spur, helical and spiral bevel gears, single tooth reversible bending fatigue (STRBF) testers for spur gears, and gear tooth impact tester. Extensive metallurgical characterization and gear metrology facilities are also available at Penn State in support of the Gear Research Institute. For further details on our testing capabilities, please go to www.gearresearch.org or call Aaron Isaacson, Managing Director, at (814) 865-5832